


How manufacturers became world leaders in IoT adoption
This blog is the first in a series highlighting our newest research, IoT Signals. Each week will feature a new top-of-mind topic to provide insights into the current state of IoT adoption across industries, how business leaders can develop their own IoT strategies, and why companies should use IoT to improve service to partners and customers.
Manufacturing continues to be an ideal proving ground for the Internet of Things (IoT), given the industry’s long history with operational efficiency programs like Six Sigma and the wealth of sensor-connected assets at companies’ disposal that they can use to enable IoT. This convergence is driving a new wave of innovation: using digitization to drive throughput, prevent costly product and asset failures, automate processes, digitize whole supply chains, and build new services that push the boundaries of what’s imaginable and possible. It’s no wonder Gartner projects industry spending on IoT to reach $670 billion by 2023.
IoT Signals reveals manufacturers’ challenges and success with IoT
Microsoft recently conducted a research survey with 3,000 key enterprise decision-makers to learn how they are applying IoT to their businesses. The resulting report, IoT Signals, sheds light on manufacturers’ current level of IoT maturity as well as how they are using IoT to approach societal challenges such as the aging society, precision medicine, water shortages, sustainable energy supplies, and transportation. Among our key findings, we learned that 87 percent of IoT decision-makers in manufacturing has already started an IoT project.
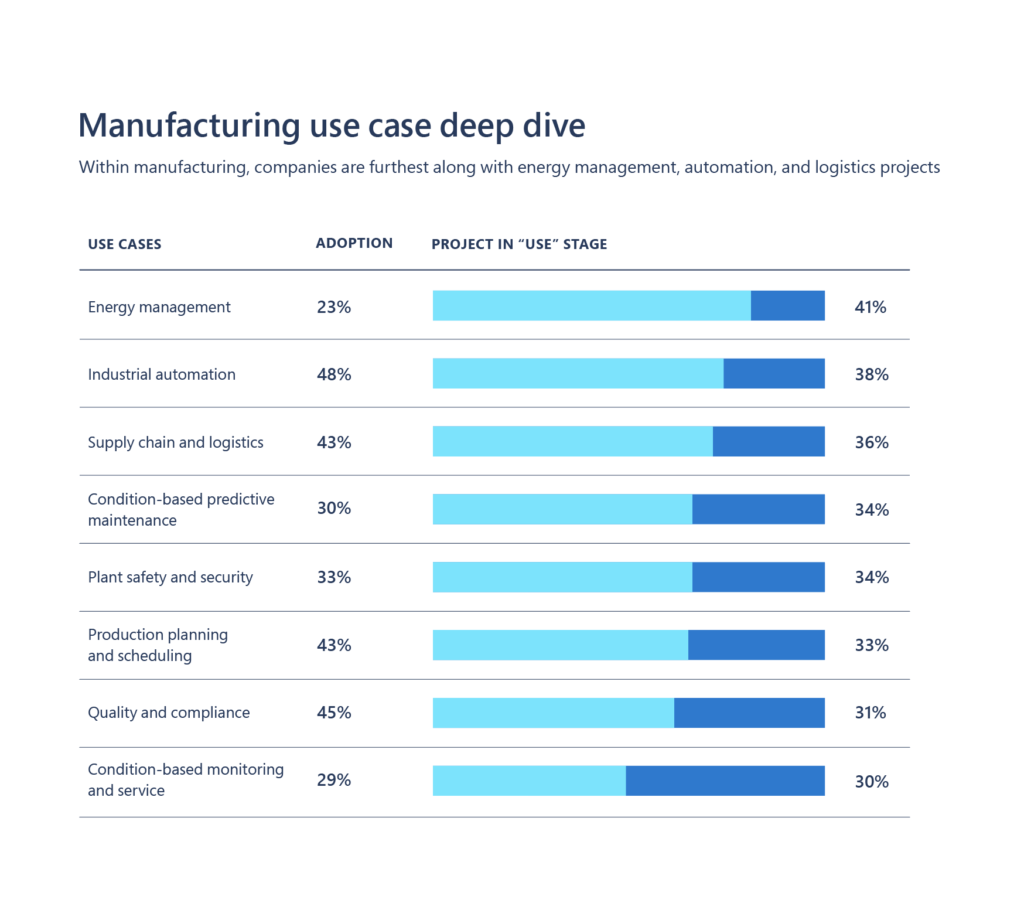
Most manufacturers are laying the groundwork for long term IoT benefits by focusing on an area of maximum pain and stair-stepping their way to greater gains. According to the IoT Signals research, the top use cases for manufacturing IoT are:
- Automation (48 percent)
- Quality and compliance (45 percent)
- Production planning (43 percent)
- Supply-chain logistics (43 percent)
- Plant safety and security (33 percent)

Beginning the IoT journey with automation
Automation often serves as a stepping stone to beginning with IoT. Manufacturers need historic and real-time data and digitized processes to monitor, analyze, and interpret operational conditions. Only when those foundational elements are in place can they move forward with such applications as remote monitoring, and predictive and prescriptive maintenance, which have the potential to save millions by optimizing production and avoiding costly downtime.
In IoT Signals, one engineering lead commented, “Our engineers say, ‘We want to know ahead of time when this motor is going to burn out to prevent downtime.’ So we put on IoT sensors, and we can tell when the motor is not acting the way it should. And we can tell them, ‘You’ve got another 300 hours before this is going to need replacement.'”
Quality and compliance go hand-in-hand with plant safety. Product quality and compliance ensure that finished goods are accepted by customers and regulators alike, avoiding costly returns and recalls. Effective production processes are also typically safe ones, using automated alerts to warn workers proactively of machinery or other defects before they cause physical harm.
Protecting IoT and OT from cyberattacks
Finally, IoT is converging with operational technology (OT). IoT connects devices, business processes, and industrial control systems to IP networks so they can operate on a common platform, making potential cyberattacks more deadly. Thus, manufacturers must harden their security before moving forward with IoT. IoT initiatives should be coupled with multilayer programs that provide end-to-end security of hardware, software, devices, connections, cloud services and use alerts, automation, and artificial intelligence to resolve incidents.
Using IoT for competitive differentiation
It’s no wonder 92 percent of the manufacturers we surveyed see IoT as critical to business success. They recognize IoT’s ability to add continual value to their business, transform their cost structure in an increasingly commoditized market, and identify levers for new sources of differentiation.
As just one example, IoT enables manufacturers to keep their finger on the pulse of customer demand, rapidly updating production plans, raw material ordering, and supply-chain processes to meet real-time conditions. In doing so, manufacturers have been able to capture more business, develop products for niche markets or seasonal demand, and avoid overordering, all adding to the bottom line.
As manufacturers gain greater competence and capabilities with IoT, they can push into new areas, such as product customization and product-as-a-service offerings, where analytics are bundled with finished goods to provide customers with additional value.
Michael MacKenzie, Vice President of the EcoStruxure technology platform at Schneider Electric, has noted, “[IoT is] a huge disruptor to our industry, to be able to connect more directly with our end-user customers, to be able to track our devices, to be able to track how the devices and the gear are performing, but then also to derive new business models, new value streams that help our customers do more with what they have.”
Learn more about how manufacturing companies are using IoT to drive value by downloading the IoT Signals report and reading our Transform Blog on IoT projects driven by companies such as ThyssenKrupp, Bühler, Chevron, and Toyota Material Handling Group.
And in case you missed them, read the other posts in our series on the IoT Signals report:


